



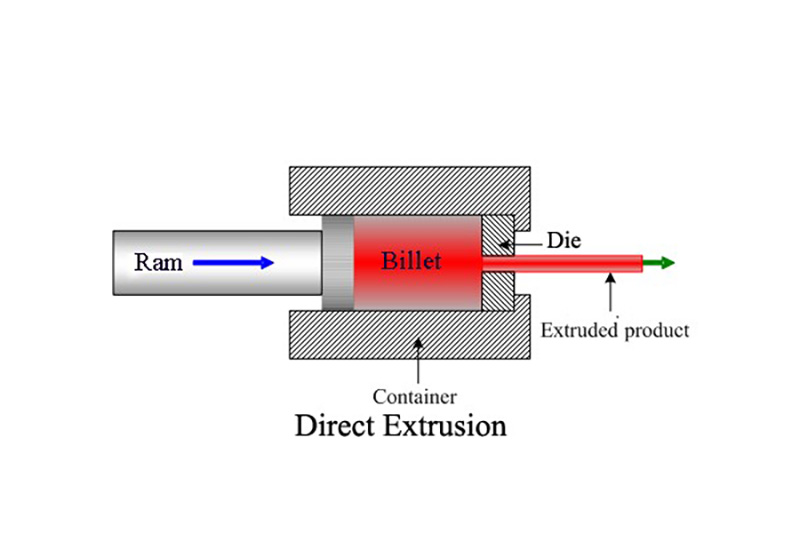
induku ye-extrusion noma inqama ye-extrusion emshinini wokucindezela we-aluminium extrusion
Inqama ye-extrusion ihlukaniswe yaba izinhlobo ezimbili: engenalutho futhi eqinile.Izinqama ze-extrusion ezingenalutho zisetshenziswa emishinini yokukhipha amashubhu nezinduku.
Inqama ye-extrusion ngokuvamile iyisakhiwo se-cylindrical jikelele, esingahlukaniswa sibe iziphetho, ama-shafts kanye nezimpande.
Kuma-extruder amathoni amakhulu, izinqama ze-extrusion zenziwe ngesigaba esiguquguqukayo ukuze kwandiswe amandla okugoba ama-longitudinal.Ngalesi sikhathi, isilinda se-extrusion kufanele sibe nembobo yangaphakathi ene-variable cross-section.
Ububanzi bangaphandle benqama ye-extrusion bunqunywa ngokuvumelana nobubanzi bangaphakathi besilinda sokukhipha.
Idayamitha yangaphandle yenqama yokukhishwa kwe-extruder evundlile ngokuvamile inkulu kunaleyo yenqama ye-extrusion.Ububanzi bangaphakathi besilinda buncane ngo-4-10mm.
Ubude benqama ye-extrusion bulingana nobude besisekeli senqama ye-extrusion kanye nobude besilinda sokukhipha kanye no-5 ukuya ku-10mm, ukuze kusunduzwe ukucindezela okweqile (bona impahla eyinsalela ye-extrusion) kanye ne-extrusion gasket iphume kusilinda.Impahla yenqama ye-extrusion yi-chrome-nickel-molybdenum ne-chrome-nickel-tungsten alloy.Umzimba wenduku ehlanganisiwe owenziwe nge-chromium-nickel-tungsten-vanadium alloy, futhi impande yenziwe nge-chromium-nickel-molybdenum alloy.
Inqama ye-extrusion ingaphansi kwengcindezi enkulu yokugoba ye-longitudinal kanye nengcindezi ecindezelayo ngesikhathi sokusebenza.Ngakho-ke, ukuzinza kanye
amandla enqama ye-extrusion kufanele ahlolwe ngesikhathi sokukhipha.

Izigaba zemikhiqizo
-

i-saw blade emshinini wokudonsa ukubona i-aluminium pro ...
-

I-Liner in Extrusion barrel of extrusion press ma...
-

Izinga lokushisa eliphezulu lizwakele umkhono we-roller ekubambeni...
-

ukumelana nokugqwala kwe-graphite plate ye-aluminium...
-

Isikhunta se-extrusion sokufa kwephrofayili ye-aluminium extrusion
-

ibhande elizwakalayo elingapheli etafuleni lokusingatha ukudlulisa...





